Chapter II:
Use of Microorganisms in Food
Fermentations
2.1. Bread
The four
ingredients used in bread-making are flour, water, salt, and yeast or
sourdough. For 100 kg of flour, the ingredient proportions are 62 liters of
water, 2 kg of yeast, and slightly less than 2 kg of salt. These proportions
may vary depending on the type of bread desired. Traditional bread, for
example, is often more hydrated, with between 65 and 70 liters of water per 100
kg of flour.
2.1.1. Characteristics of the Ingredients:
- 2.1.1.1. Flour: It is the
essential element. Firstly, mixing flour with water allows the formation
of dough. Secondly, the quality, characteristics, and properties of flour
have a direct impact on bread. Flour determines the bread’s taste, color,
and texture. Bakers sometimes use carefully formulated ready-made blends
from millers, called "mixes," designed to produce specific types
of bread (such as multigrain bread). Each type of bread requires a
specific type of flour.
- 2.1.1.2. Water: By moistening
starch and gluten particles, water enables the formation of an elastic
gluten network that binds all other flour components together. Without
water, the dough would not be able to retain carbon dioxide during
fermentation. Water plays a crucial role in the dough’s plasticity and
helps dissolve the salt.
- 2.1.1.3. Salt: It plays a very
important role in the "chemistry of bread." Salt enhances the
dough’s consistency; when incorporated at the beginning of kneading, it
slows down oxidation, thus preventing loss of flavor. It contributes to
the bread’s taste, enhances the crust’s color, and affects its
preservation.
- 2.1.1.4. Yeast: Baker’s yeast is
a microscopic fungus of natural origin, Saccharomyces cerevisiae.
One gram of fresh yeast contains 9 to 10 billion cells. Yeast can survive
with or without air, and its preferred food is simple sugar, glucose. This
biological agent allows the dough to rise by transforming sugars into
carbon dioxide and alcohols, which evaporate during baking. Without yeast, bread would be flat.
The storage
conditions of yeast are very important: if stored at too low or, more
critically, too high a temperature, it loses its fermentation power.
2.1.2. The
Eight Stages of Breadmaking
Artisan
bakers oversee the entire bread-making process, from production to final sale
to the consumer. Each baker has their own technique, but the main stages of
breadmaking remain the same.
2.1.2.1.
Kneading:
The baker
mixes all the dough ingredients. The gluten in the flour absorbs the water
poured into the mixing bowl. The dough becomes elastic and traps air. If a
mechanical mixer is used, it facilitates this crucial stage, but the baker must
remain vigilant and closely monitor the process. Different kneading methods are
possible. Slow-speed kneading produces a less developed bread, while
intensified kneading, which is longer and has a higher rotation speed, results
in very well-developed bread with a thin crust. Improved kneading, a balance
between these two methods, lasts 10 to 15 minutes and includes rest periods of
2 to 3 minutes. For proper fermentation, the baker must ensure the dough
reaches a final temperature of 23 to 25°C; if necessary, the water is cooled.
2.1.2.2.
First Fermentation (Pointage):
Before
dividing the dough, the baker lets it rest in the mixing bowl. This step, known
as pointage, is crucial for developing the bread’s aroma. The production of
carbon dioxide begins, causing the dough to rise and its qualities to improve,
making it more elastic. For traditional bread, this step takes longer. The
baker’s experience helps determine when the dough is ready, as every dough
reacts differently based on daily variables (such as air humidity). The baker
touches the dough with their fingertips and decides if it's time to move to the
next stage.
Note: No machine, no matter how advanced, can
replace the baker’s hand.
2.1.2.3.
Scaling (Pesée):
Once the
dough has finished fermenting, the baker divides it into dough pieces (pâtons)
of the desired weight. A dough divider is often used, though it slightly
reduces the dough’s flexibility. To compensate for this, the baker allows the
dough to rest again.
2.1.2.4.
Shaping (Façonnage):
By hand or
with a machine, the baker shapes each dough piece to give it the desired bread
form. This movement is called la tourne. The shaped loaves are placed on baking
nets or in small cloth-lined baskets designed for their shape (long for
baguettes, round for country loaves).
2.1.2.5.
Proofing (Apprêt):
Proofing is another resting period where
the shaped dough undergoes further fermentation. During this stage, the yeast
continues feeding on the sugars in the dough, releasing carbon dioxide. Trapped
within the gluten structure, the gas causes the dough to rise, tripling its
volume. The proofing time depends on temperature, yeast quantity, kneading
method, and initial fermentation time, ranging from one to four hours. Some
bakers use temperature-controlled proofing chambers.
2.1.2.6.
Loading into the Oven (Enfournement):
Meanwhile,
the oven is preheated to 250°C. Before placing the dough inside, the baker
injects steam to keep the bread from drying out, ensuring a thin, golden crust.
Before baking, the baker scores the dough’s surface with a blade to allow
carbon dioxide to escape.
2.1.2.7.
Baking (Cuisson):
Baking time
varies depending on the bread's shape and weight, ranging from 12 to 50
minutes. In the early stages of baking, the dough continues to rise as the
crumb forms and solidifies. The crust hardens and develops its final color.
2.1.2.8.
Unloading from the Oven (Défournement):
The bread is
carefully removed from the oven as it is fragile while still hot. It must cool
properly to allow moisture and carbon dioxide to escape. During this period,
the loaves should be stored in a dry, well-ventilated room.
2.1.3.Role
of Microorganisms in Breadmaking
Bread is
made from flour, yeast or sourdough, salt, and water. Sourdough is a fermenting
dough with an acidic reaction. It contains an acidifying microflora, primarily
composed of yeasts (Saccharomyces cerevisiae).
The yeast Saccharomyces
cerevisiae plays a crucial role during the kneading of the bread dough. It
produces chemical substances that modify the structure of gluten, thereby
altering the dough’s texture. The yeast breaks down sugars and converts them
into carbon dioxide and alcohol, causing the dough to rise. During baking, the
carbon dioxide bubbles remain trapped, while the alcohol evaporates. This
process gives the bread its final texture.
2.2. Cheese Making
Cheeses are
made from different types of milk (sheep, cow, goat), either pure or mixed.
Originally, cheese making was a way to preserve milk, allowing only the solid
part of the milk to be stored after transformation. The process involves
several steps depending on the characteristics of the final product desired.
2.2.1. What
is Lactic Fermentation?
Lactic
fermentation is a chemical reaction between bacteria and milk. The bacteria
consume lactose (the sugar in milk) and produce lactic acid, which gradually
coagulates casein (the milk protein). The fermentation process stops when the
mixture is refrigerated
2.2.2. Steps
of Cheese Making
2.2.2.1. Coagulation: Lactic ferments or rennet are added to
the milk to cause coagulation, dividing it into two parts:
- Curd (solid part),
used to make cheese.
- Whey (liquid part),
often used as animal feed.
2.2.2.2. Draining: The curd contracts, and the whey is
drained. This separation happens naturally but can be accelerated by stirring,
cutting, or heating.
2.2.2.3. Molding:
The curd is shaped using perforated molds or by pressing it into cloth-lined
wooden or other material frames.
2.2.2.4. Pressing: This step removes excess water by
applying weight to the mold. It is optional and depends on the type of cheese
being produced.
2.2.2.5. Salting:
Salt is either incorporated into the cheese or applied to its surface to
control the development of specific microorganisms.
2.2.2.6. Aging: For fresh cheeses, the process ends after
draining. However, for other cheeses, the aging process begins, lasting from
several days to months. During this period, fermentation transforms the curd
into cheese, giving it its flavor and aroma. Cheese is carefully handled
(turned, brushed, etc.), and temperature and humidity significantly affect
aging, determining the final taste and texture.
This final stage occurs in a cellar, where
the development of aging agents is monitored and controlled depending on the
type of cheese being produced.
2.2.3. Examples of
Microorganisms Used in Cheese Making
- Camembert : Penicillium camembertii
- Munster: Washed with
salted water, Brevibacterium linens
- Roquefort: Penicillium
roqueforti, requires oxygen for growth
- Emmental: Two bacteria
work together—one (a lactic bacterium) produces lactate, while the other
(a propionic bacterium) consumes it and releases CO₂, forming
characteristic holes in the cheese. Microorganisms
also play a role on the cheese surface.

 Camembert Emmental
Camembert Emmental
2.2.2. Factors
Controlling the Development of Microorganisms
The development of these microorganisms depends on:
- pH: Microorganisms are more or less sensitive to
acidity. This factor is used as early as the coagulation stage to prevent
the growth of pathogens.
- Salting: This affects the
amount of free water available for microorganisms.
- Humidity (Hygrometry): This refers to
the moisture content in the air (the amount of water in gaseous form). In
cheese-aging cellars, humidity is usually high (around 80–95%). Lowering
humidity limits the growth of bacteria, then yeasts, and finally molds.
- Oxygenation: Proper aeration
promotes the development of aerobic microorganisms.
- Temperature: The temperature
in the cellar is maintained between 10 and 12°C to support microbial
activity.
2.2.3. Conclusion
In cheese production, all types of
microorganisms play a role. They serve various functions, including protecting
the cheese from harmful microorganisms by acidifying the environment. During
aging, they are essential in transforming the cheese, giving it its distinct
taste, texture, and character.
2.3. Milk:
2.3.1. Milk composition
Milk is a complex liquid primarily composed of
water and four key constituents, whose proportions vary depending on species
and breeds. For example, the average composition of cow’s milk is as follows:
- Water : 87.5%
- Carbohydrates :
4.9%
- Lipids: 3.6%
- Proteins: 3.4%
- Minerals: 1%.
2.3.2. Dairy products
Dairy products can be made from cow’s milk,
goat’s milk, or sheep’s milk. There is a wide variety of dairy products, including:
- Cream, either raw or
pasteurized, obtained after skimming the milk.
- “Cream”: at least 30% fat
content in milk
- “Light cream”: at least 12% fat
content
- Butter, obtained after cream
maturation and churning. It must contain 82% fat, 16% water, and 2%
non-fat dry matter.
- Yogurt (or yoghurt),
obtained by fermenting milk with Lactobacillus bulgaricus and Streptococcus
thermophilus bacteria. Pasteurization is mandatory. Fermented milk
using other bacteria is not considered yogurt.
- Fresh cheeses (White cheese , a
small creamy fresh cheese, etc.), which are non-aged cheeses obtained
through lactic fermentation.
- Dairy desserts, composed of at least
50% milk (dessert creams, rice pudding, etc.).
- Cheeses, made by coagulating
milk, draining the curd, and sometimes undergoing an aging process. There are eight
families of cheese:
- Processed cheese
- Fresh cheese
- Soft cheese with a bloomy rind
- Soft cheese with a washed rind
- Blue cheese
- Cooked pressed
cheese
- Uncooked pressed
cheese
- Goat cheese.
2.3.3. Milk
Quality and Yield:
The quality of milk collected on farms can be
analyzed based on the following criteria:
- Physical quality: The milk must be free
from any impurities.
- Chemical quality: Fat and protein
content.
- Bacteriological quality: Enumeration of total aerobic mesophilic flora, which should be as
low as possible.
- Absence of pathogenic germs (Brucella, Listeria, etc.).
2.3.4. Factors Influencing Yield Improvement:
Milk yield improvement mainly depends on the following
factors:
✔ Quality of raw
materials: Optimization of animal feed, livestock selection, milking
hygiene, and milk storage cleanliness.
✔ Control of
manufacturing processes: Monitoring acidification, temperature, etc.
✔ Proper adjustment and functioning of
equipment (e.g., skimmers).
The conversion yield is a crucial
criterion for assessing the profitability of a dairy production unit.
|
|
Dairy Products
|
Milk Quantity Required
|
|
Cow’s Milk:
|
1L of cream
|
10L of milk
|
|
1kg of butter
|
20L of milk
|
|
1kg of fresh cheese
|
2-3L of milk
|
|
8 pots of yogurt (125g each)
|
1L of milk
|
|
1kg of aged pressed cheese
|
10-12L of milk
|
|
Goat’s Milk:
|
1kg of fresh lactic cheese
|
6-7L of milk
|
|
1kg of semi-dry lactic
cheese
|
8L of milk
|
|
1kg of dry lactic cheese
|
9.5L of milk
|
|
1kg of pressed cheese
|
10-11L of milk
|
|
Sheep’s Milk:
|
1kg of lactic cheese
|
3-4L of milk
|
Once collected from farms, the milk is
transported to the dairy where it will be processed into consumer milk and
dairy products. However, before being processed, the milk arriving at the
factory must go through a reception process. The reception takes place in a
dedicated room and involves two operations: measuring and pouring.
The milk is then examined, tasted, and, if
necessary, a sample is taken to measure its acidity, ensuring that acidic milk
unfit for consumption is set aside.
2.3.5. Milk Treatments
Raw milk, as collected from the farm, can only
be stored in the refrigerator for up to 48 hours and is only safe for
consumption if boiled. Therefore, to extend its shelf life and make it directly
consumable, this milk, which is transported to the dairy in a refrigerated
truck (4°C), must undergo thermal and physical treatments.
2.3.5.1. Standardization
Standardization is the first treatment applied
to raw milk. Since milk composition varies depending on diet, seasons, and cow
breeds, its fat content (FC) can range from 30 to 70g/L.
A standardizing separator is used to unify the
composition of milk from different farms and to adjust the fat content
according to legal requirements for consumer milk and dairy products. This
process involves separating the cream from the milk by centrifugation and then
reintroducing it according to the required fat content:
Whole milk is obtained by reintroducing more
than 3.25% fat.
Semi-skimmed milk is obtained by reintroducing
approximately 1.7% fat.
Skimmed milk is obtained by reintroducing 0.1%
to 0.3% fat.
Standardization allows milk to be artificially
adjusted to a fixed fat content while ensuring it retains sufficient
nutritional value.
2.3.5.2. Homogenization
This treatment, which follows standardization,
aims to prevent fat from rising to the surface, which could disrupt milk flow
or cause deposits on the packaging during subsequent thermal preservation
treatments. The process is simple: it involves breaking fat globules into fine,
uniform particles using pressure.
Depending on the required shelf life and
bacteriological condition, the standardized and homogenized milk then undergoes
thermal treatments: either pasteurization or sterilization.
2.3.5.3. Pasteurization
Pasteurization is a thermal treatment designed
to eliminate pathogenic germs that cause diseases. There are two types of
pasteurization:
Low-temperature slow pasteurization, where the
milk is heated for 30 minutes at a temperature between 63 and 65°C or for 5
minutes at 68°C.
High-temperature pasteurization, where the milk
is heated for 15 seconds at a temperature between 72 and 75°C and then
immediately cooled.
Since pasteurized milk is not sterile, it must
be immediately cooled to 3°C. Afterward, the milk is pressurized, meaning it is
stored at normal atmospheric pressure and bottled. This results in pasteurized
milk that can be stored in the refrigerator for up to 7 days.
2.3.5.4. Sterilization
Unlike pasteurization, this thermal treatment
destroys all milk germs, whether pathogenic or not. Milk sterilized using the
classic method is heated to 115°C for 15 to 20 minutes and can be stored for 4
months. As for Ultra-High Temperature (UHT) sterilized milk, it is heated to
140°C for 2 to 3 seconds and can be stored for 3 months.
Ultimately, all these thermal and physical
treatments make it possible to produce a wide range of consumer milk products
available in stores.
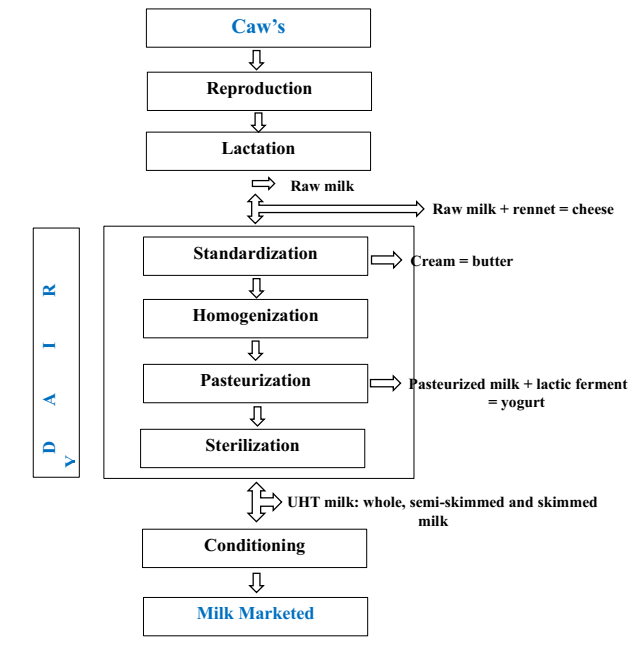
Fig
01: Cow's milk cycle to marketing.
2.4. Others
2.4.1. Lacto-Fermented Vegetables
Lactic fermentation is not only used for preserving
dairy products; it also allows for the preservation of mushrooms and various
vegetables such as cabbage, beetroot, carrot, beans, onion, etc. This technique
involves preserving vegetables by promoting the development of lactic acid
bacteria, which acidify the environment and inhibit the growth of undesirable
organisms.
For fermentation to occur, all the necessary
conditions for the development of lactic acid bacteria must be met. Vegetables
must provide sugar, B-group vitamins, and minerals. Since fermentation takes
place in an anaerobic environment, oxygen must be eliminated; to achieve this,
vegetables are often covered with salted water (as salt inhibits bacteria
responsible for vegetable decomposition). Finally, the temperature should be
between 18 and 22°C at the beginning of fermentation.
Fermentation then proceeds through three phases:
- Pre-fermentation, lasting 2–3 days,
during which various microorganisms develop, leading to the decomposition
and softening of the vegetables.
- Fermentation, which begins when
lactic acid bacteria dominate over other microorganisms.
- Storage, when the pH drops below
4. At this stage, undesirable microorganisms can no longer develop, and
new flavors emerge.
The vegetables can then be preserved for at
least a year, even if the temperature rises above 10°C. This preservation
method is not only economical, as it requires no energy input, but also
beneficial to health since lactic acid bacteria produce numerous vitamins and
lactic acid, which has various digestive benefits.
2.4.2. Acetic Fermentation
Acetic acid is
formed by the oxidation of alcohol through the oxygen in the air. Wine, beer,
cider, and generally all fermented alcoholic liquids turn sour when exposed to
air. Louis Pasteur, relying on the experiments of vinegar makers of his time
and on the effects of fermentation, determined the nature of the ferment
involved. He demonstrated that the ferment is a living organism, which he named
Mycoderma aceti (vinegar mother). He observed its multiplication in all
directions and conducted numerous experiments to prove that Mycoderma aceti
was the sole ferment responsible for vinegar production. The simplified acetic
fermentation reaction is:
CH₃-CH₂-OH + O₂ → CH₃-COOH + H₂O + Energy
2.4.2.1. Vinegar Production
There are several methods for producing vinegar, one of which is the Orléans
method. This method involves cultivating Acetobacter aceti by mixing
wine and vinegar in a ventilated barrel. The bacteria primarily develop at the
air-liquid interface, meaning on the surface. This is a static culture method.
Today, this method is used to produce traditional and high-quality vinegar.
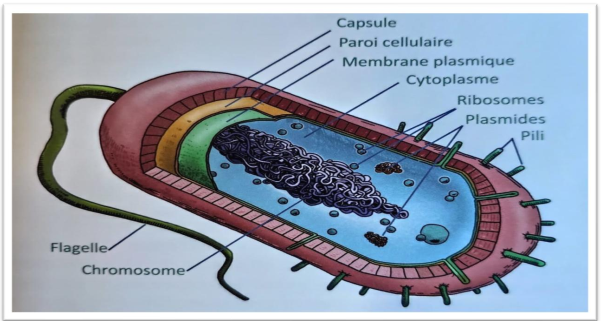
Fig 02: the bacterium Acetobacter
aceti.
Since Pasteur's
research, the bacterium Acetobacter aceti has been cultivated in a
controlled manner for industrial vinegar production. The fermentation process
has been accelerated; whereas it previously took three weeks, it is now
possible to produce large quantities of vinegar in just 24 hours.
The industrial
method involves using a bioreactor that operates with a high level of aeration
and bacteria immersed in the culture solution. Industrial vinegar production
follows different processes, summarized in the following diagram:
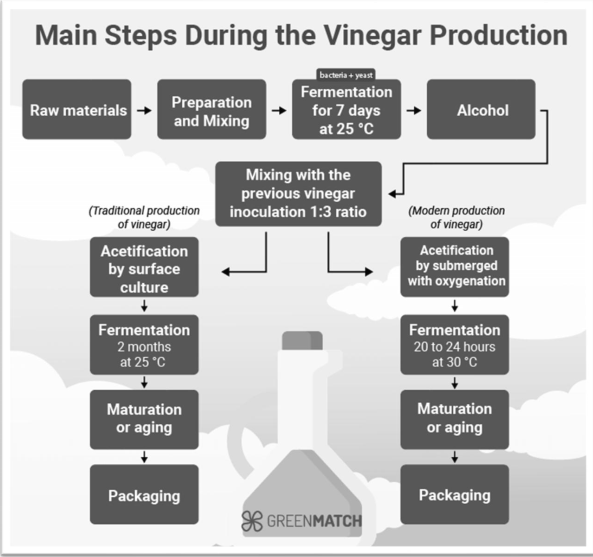
Fig 03: Diagram showing
the different stages of vinegar production.
Vinegar can be made from various raw materials,
including grapes, rice, apples, berries, cereals, whey, or honey.
Legislation regarding the designation of vinegar
varies by country:
- In Europe, the acetic acid concentration must be at least 60 g/L.
- In the United States, it must be at least 40 g/L.